- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

پیشرفت فناوری اپیتاکسیال 200 میلی متری SiC LPE ایتالیا
2024-08-06
معرفی
SiC به دلیل خواص الکترونیکی برتر آن مانند پایداری در دمای بالا، فاصله باند گسترده، قدرت میدان الکتریکی شکست بالا و هدایت حرارتی بالا در بسیاری از کاربردها نسبت به Si برتر است. امروزه به دلیل سرعت سوئیچینگ بالاتر، دمای عملیاتی بالاتر و مقاومت حرارتی کمتر ترانزیستورهای اثر میدان نیمه هادی اکسید فلزی SiC (MOSFET) به طور قابل توجهی در دسترس بودن سیستم های کشش خودروهای الکتریکی بهبود یافته است. بازار دستگاه های قدرت مبتنی بر SiC در چند سال گذشته بسیار سریع رشد کرده است. بنابراین، تقاضا برای مواد SiC با کیفیت بالا، بدون نقص و یکنواخت افزایش یافته است.
در چند دهه گذشته، تامین کنندگان بستر 4H-SiC توانسته اند قطر ویفر را از 2 اینچ به 150 میلی متر افزایش دهند (با حفظ همان کیفیت کریستالی). امروزه، اندازه ویفر اصلی برای دستگاههای SiC 150 میلیمتر است و به منظور کاهش هزینه تولید در هر دستگاه، برخی از سازندگان دستگاهها در مراحل اولیه ساخت فابهای 200 میلیمتری هستند. برای دستیابی به این هدف، علاوه بر نیاز به ویفرهای SiC 200 میلی متری موجود در بازار، توانایی انجام اپیتاکسی یکنواخت SiC نیز بسیار مورد نظر است. بنابراین، پس از به دست آوردن بسترهای SiC 200 میلی متری با کیفیت خوب، چالش بعدی انجام رشد اپیتاکسیال با کیفیت بالا بر روی این بسترها خواهد بود. LPE یک راکتور CVD کاملا اتوماتیک تک کریستالی افقی (به نام PE1O8) مجهز به سیستم کاشت چند ناحیه ای با قابلیت پردازش تا 200 میلی متر بسترهای SiC طراحی و ساخته است. در اینجا، ما عملکرد آن را در اپیتاکسی 150 میلیمتری 4H-SiC و همچنین نتایج اولیه روی اپیوافرهای 200 میلیمتری گزارش میکنیم.
نتایج و بحث
PE1O8 یک سیستم کاملاً خودکار کاست به کاست است که برای پردازش ویفرهای SiC تا 200 میلیمتر طراحی شده است. فرمت را می توان بین 150 و 200 میلی متر تغییر داد و زمان خرابی ابزار را به حداقل می رساند. کاهش مراحل گرمایش بهره وری را افزایش می دهد، در حالی که اتوماسیون باعث کاهش نیروی کار و بهبود کیفیت و تکرارپذیری می شود. برای اطمینان از یک فرآیند اپیتاکسی کارآمد و مقرون به صرفه، سه عامل اصلی گزارش شده است: 1) فرآیند سریع، 2) یکنواختی بالای ضخامت و دوپینگ، 3) تشکیل نقص به حداقل در طول فرآیند اپیتاکسی. در PE1O8، جرم گرافیت کوچک و سیستم بارگیری/تخلیه خودکار اجازه میدهد یک اجرای استاندارد در کمتر از 75 دقیقه تکمیل شود (یک دستور استاندارد دیود شاتکی 10 میکرومتر از سرعت رشد 30 میکرومتر بر ساعت استفاده میکند). سیستم خودکار اجازه بارگیری/تخلیه در دماهای بالا را می دهد. در نتیجه، هر دو زمان گرمایش و سرمایش کوتاه است، در حالی که از قبل مرحله پخت را سرکوب می کند. چنین شرایط ایده آلی امکان رشد مواد واقعاً بدون دوغاب را فراهم می کند.
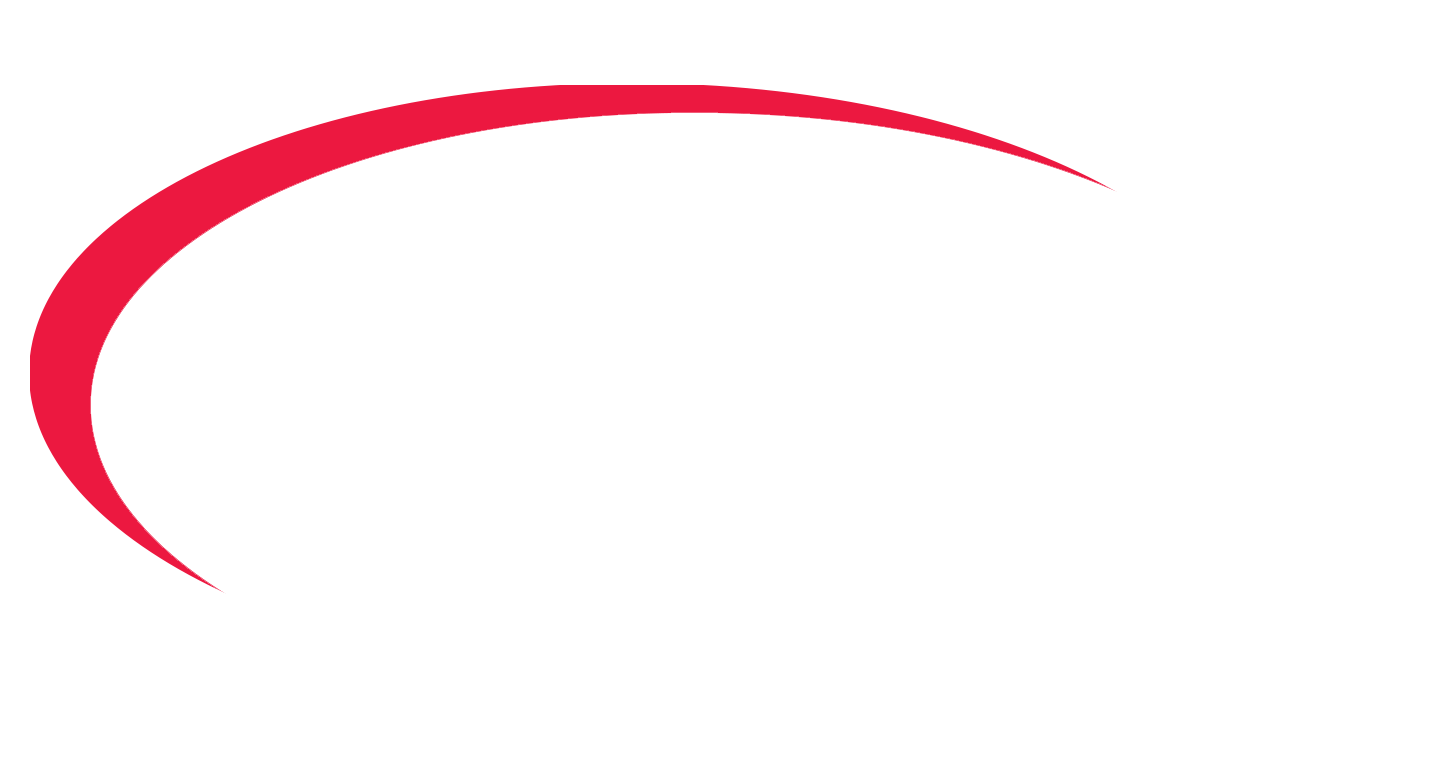
فشرده بودن تجهیزات و سیستم تزریق سه کاناله آن منجر به یک سیستم همه کاره با عملکرد بالا در دوپینگ و یکنواختی ضخامت می شود. این با استفاده از شبیهسازی دینامیک سیالات محاسباتی (CFD) برای اطمینان از یکنواختی جریان گاز و دما برای قالبهای زیرلایه 150 میلیمتری و 200 میلیمتری انجام شد. همانطور که در شکل 1 نشان داده شده است، این سیستم تزریق جدید گاز را به طور یکنواخت در قسمت های مرکزی و جانبی محفظه رسوب دهی می کند. سیستم اختلاط گاز، تنوع شیمی گاز را به صورت محلی توزیع میکند و تعداد پارامترهای فرآیند قابل تنظیم را برای بهینهسازی رشد همپایه افزایش میدهد.
شکل 1 اندازه سرعت گاز (بالا) و دمای گاز (پایین) در محفظه فرآیند PE1O8 در صفحه ای واقع در 10 میلی متر بالاتر از بستر شبیه سازی شده است.
سایر ویژگی ها شامل سیستم چرخش گاز بهبود یافته است که از الگوریتم کنترل بازخورد برای صاف کردن عملکرد و اندازه گیری مستقیم سرعت چرخش استفاده می کند و نسل جدید PID برای کنترل دما. پارامترهای فرآیند اپیتاکسی یک فرآیند رشد همپایه 4H-SiC نوع n در یک اتاقک نمونه اولیه توسعه داده شد. تری کلروسیلان و اتیلن به عنوان پیش ساز برای اتم های سیلیکون و کربن استفاده شد. H2 به عنوان گاز حامل و نیتروژن برای دوپینگ نوع n استفاده شد. زیرلایههای تجاری SiC 150 میلیمتری Si-faced و زیرلایههای SiC 200 میلیمتری با درجه تحقیقاتی برای رشد لایههای لایهای 4H-SiC با ضخامت 6.5 میکرومتر به ضخامت 1 × 1016 سانتیمتر-3 مورد استفاده قرار گرفتند. سطح بستر در محل با استفاده از جریان H2 در دمای بالا اچ شد. پس از این مرحله اچ، یک لایه بافر نوع n با استفاده از نرخ رشد کم و نسبت C/Si پایین برای تهیه یک لایه صاف کننده رشد داده شد. در بالای این لایه بافر، یک لایه فعال با نرخ رشد بالا (30μm/h) با استفاده از نسبت C/Si بالاتر نهشته شد. فرآیند توسعه یافته سپس به یک راکتور PE1O8 که در تاسیسات ST سوئد نصب شده بود، منتقل شد. پارامترهای فرآیند مشابه و توزیع گاز برای نمونه های 150 میلی متر و 200 میلی متر استفاده شد. تنظیم دقیق پارامترهای رشد به دلیل تعداد محدودی از بسترهای 200 میلی متری در دسترس به مطالعات آینده موکول شد.
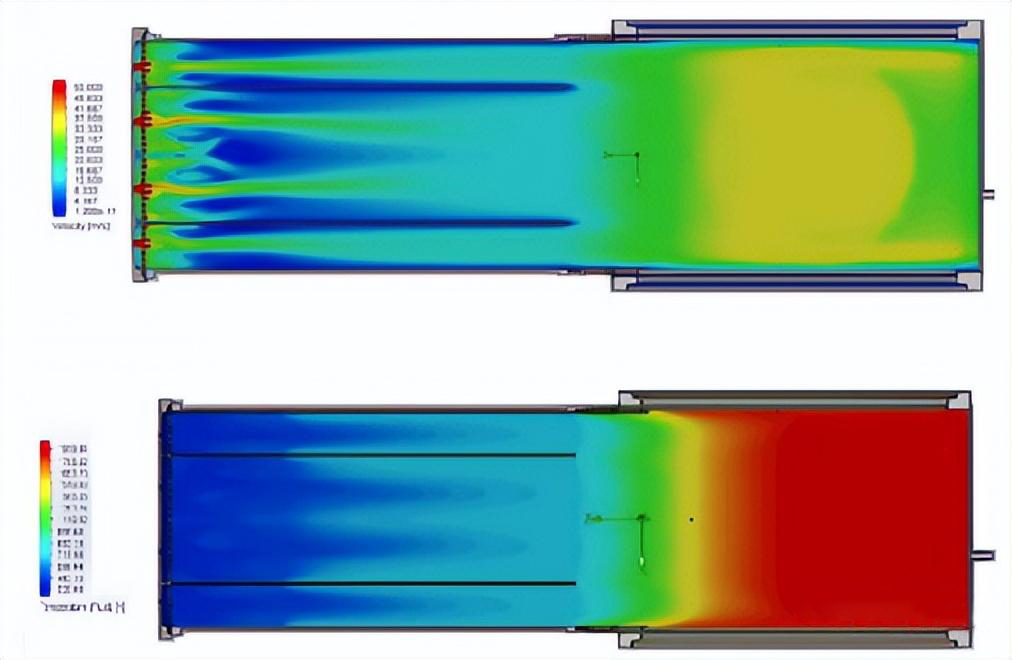
ضخامت ظاهری و عملکرد دوپینگ نمونه ها به ترتیب توسط FTIR و CV probe جیوه ارزیابی شد. مورفولوژی سطح توسط میکروسکوپ تداخل تداخل دیفرانسیل Nomarski (NDIC) مورد بررسی قرار گرفت و تراکم نقص لایه های اپی توسط Candela اندازه گیری شد. نتایج اولیه. نتایج اولیه دوپینگ و یکنواختی ضخامت 150 میلیمتر و 200 میلیمتر نمونههای رشد همپایه پردازش شده در محفظه نمونه اولیه در شکل 2 نشان داده شده است. لایههای اپی به طور یکنواخت در امتداد سطح زیرلایههای 150 میلیمتری و 200 میلیمتری با تغییرات ضخامت (σ/میانگین) رشد کردند. ) به ترتیب کمتر از 0.4٪ و 1.4٪، و تغییرات دوپینگ (σ-میانگین) به کمتر از 1.1٪ و 5.6٪. مقادیر دوپینگ ذاتی تقریباً 1014×1 سانتی متر-3 بود.
شکل 2 ضخامت و پروفیل های دوپینگ اپی ویفرهای 200 میلی متری و 150 میلی متری.
تکرارپذیری فرآیند با مقایسه تغییرات اجرا به اجرا مورد بررسی قرار گرفت که منجر به تغییرات ضخامت کمتر از 0.7٪ و تغییرات دوپینگ به اندازه 3.1٪ شد. همانطور که در شکل 3 نشان داده شده است، نتایج فرآیند 200 میلی متری جدید با نتایج پیشرفته ای که قبلا در 150 میلی متر توسط راکتور PE1O6 به دست آمده بود، قابل مقایسه است.
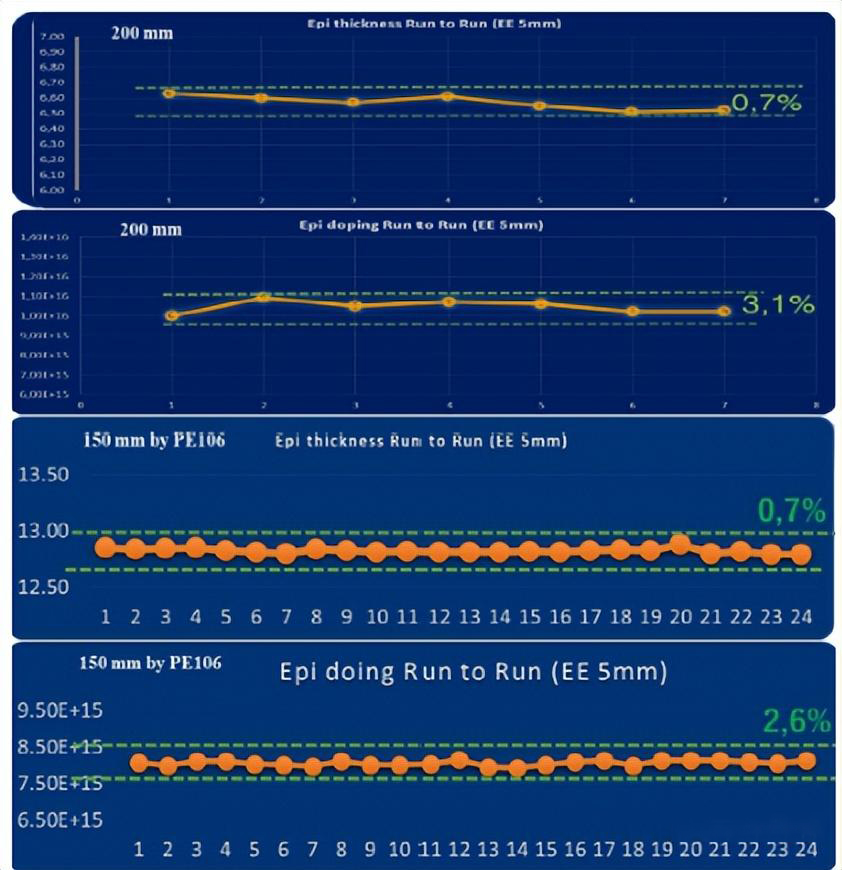
شکل 3 ضخامت لایه به لایه و یکنواختی دوپینگ یک نمونه 200 میلی متری پردازش شده توسط یک محفظه نمونه اولیه (بالا) و یک نمونه پیشرفته 150 میلی متری ساخته شده توسط PE1O6 (پایین).
با توجه به مورفولوژی سطح نمونه ها، میکروسکوپ NDIC یک سطح صاف با زبری کمتر از محدوده قابل تشخیص میکروسکوپ را تایید کرد. نتایج PE1O8 سپس فرآیند به یک راکتور PE1O8 منتقل شد. ضخامت و یکنواختی دوپینگ اپی ویفرهای 200 میلی متری در شکل 4 نشان داده شده است. لایه های اپی به طور یکنواخت در امتداد سطح بستر با تغییرات ضخامت و دوپینگ (σ/میانگین) به ترتیب به 2.1% و 3.3% رشد می کنند.
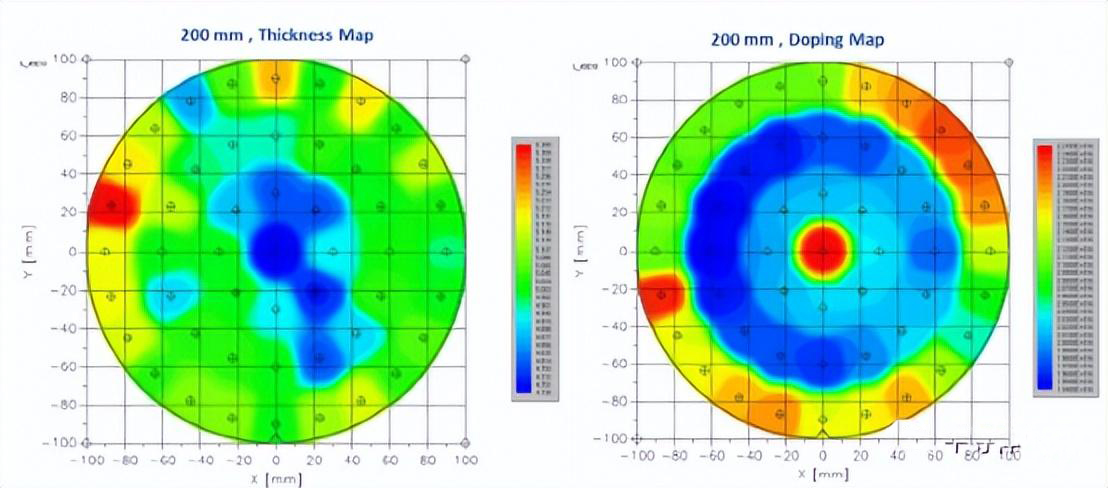
شکل 4 ضخامت و مشخصات دوپینگ یک epiwafer 200mm در یک راکتور PE1O8.
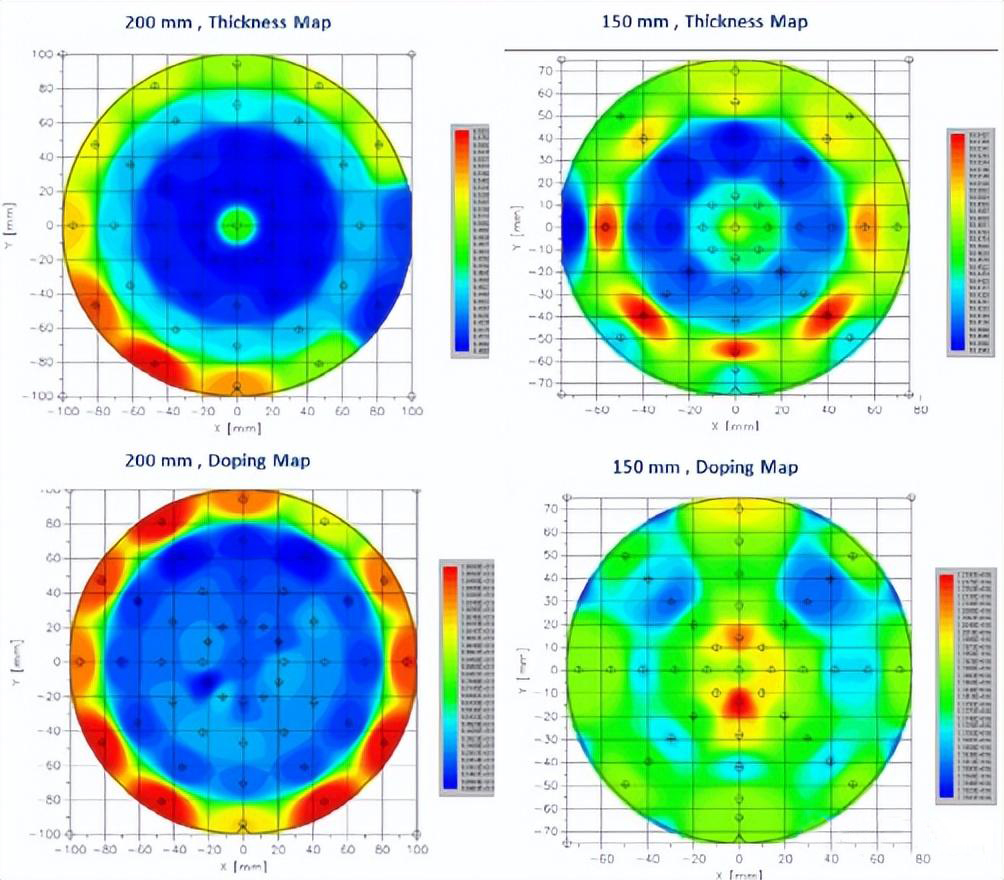
برای بررسی تراکم نقص ویفرهای رشد یافته همپای از کندلا استفاده شد. همانطور که در شکل نشان داده شده است. تراکم کل عیب 5 تا کمتر از 1.43 cm-2 و 3.06 cm-2 به ترتیب در نمونه های 150 میلی متر و 200 میلی متر به دست آمد. بنابراین، کل مساحت موجود (TUA) پس از اپیتاکسی برای نمونه های 150 میلی متری و 200 میلی متری به ترتیب 97 و 92 درصد محاسبه شد. شایان ذکر است که این نتایج تنها پس از چند بار اجرا به دست آمد و با تنظیم دقیق پارامترهای فرآیند می توان آن را بیشتر بهبود بخشید.
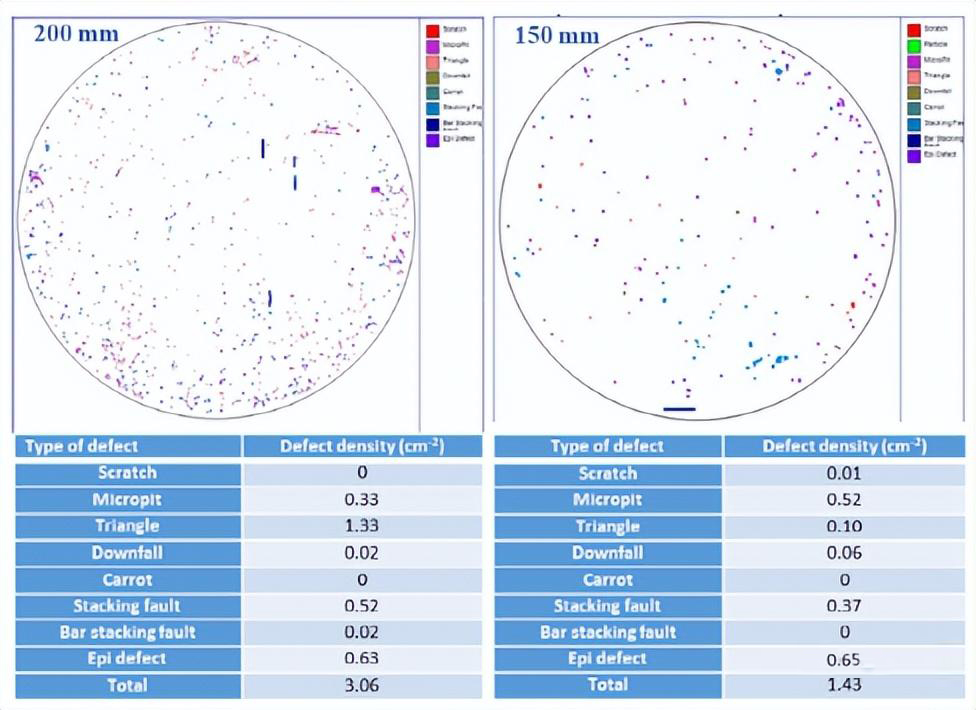
شکل 5 نقشه های نقص Candela با ضخامت 6μm 200mm (چپ) و 150mm (راست) epiwafers رشد یافته با PE1O8.
نتیجه
این مقاله راکتور CVD دیوار داغ PE1O8 جدید طراحی شده و توانایی آن برای انجام اپیتاکسی یکنواخت 4H-SiC بر روی بسترهای 200 میلی متری را ارائه می دهد. نتایج اولیه روی 200 میلیمتر بسیار امیدوارکننده است، با تغییرات ضخامت کمتر از 2.1٪ در سطح نمونه و تغییرات عملکرد دوپینگ تا 3.3٪ در سطح نمونه. TUA پس از اپیتاکسی برای نمونه های 150 میلی متر و 200 میلی متر به ترتیب 97 و 92 درصد محاسبه شد و پیش بینی می شود TUA برای 200 میلی متر در آینده با کیفیت زیرلایه بالاتر بهبود یابد. با توجه به اینکه نتایج روی بسترهای 200 میلی متری گزارش شده در اینجا بر اساس چند مجموعه آزمایش است، ما بر این باوریم که بهبود بیشتر نتایج، که در حال حاضر نزدیک به نتایج پیشرفته در نمونه های 150 میلی متری هستند، امکان پذیر خواهد بود. تنظیم دقیق پارامترهای رشد